



")
")
")
Сварочный инвертор Mitech AC/DC 315P (380В)

Сварочный ток: TIG-20-350А// MMA 40-350
Напряжение холостого хода (В) 84
ПВ на макc. токе (%) 60
Коэффициент мощности (cos ) 0.93
Продувка газа (с) 2-10
Поджег дуги HF
Класс защиты IP21S
Масса не более, кг 39
Габаритные размеры 622х280х480
Поставляется без вилкиАкция! Введите промокод BERUSAM в корзине с товаром и получите скидку 20 руб. за самовывоз! Или скидку на доставку по РБ.!
Напряжение холостого хода (В) 84
ПВ на макc. токе (%) 60
Коэффициент мощности (cos ) 0.93
Продувка газа (с) 2-10
Поджег дуги HF
Класс защиты IP21S
Масса не более, кг 39
Габаритные размеры 622х280х480
Поставляется без вилкиАкция! Введите промокод BERUSAM в корзине с товаром и получите скидку 20 руб. за самовывоз! Или скидку на доставку по РБ.!
Mitech AC/DC 315P - это промышленная аргонодуговая установка для высококачественной сварки алюминия и его сплавов, с обширным набором настроек для максимального контроля за сварочным процессом.Бесплатная доставка по РБ!
Преимущества модели: сварка алюминия и его сплавовимпульсный режим сваркивысокочастотный поджиг дугивысокое качество сборки и надёжность официальная гарантия 12 месяцевТехнические характеристики Mitech AC/DC 315P Сварочный аппарат Сварочный ток (TIG), А 20-350// MMA 40-350
Макс. потребляемый ток из сети (A) при АС 380В. TIG -16 // MMA - 23
Напряжение холостого хода (В) 84
Затухание дуги (с) 0-5
Продолжительность нагрузки на макc. токе (%) 60
Задержка газа (с) 0-2
Коэффициент мощности (cos ?) 0.93
Продувка газа (с) 2-10
Поджег дуги HF
Класс защиты IP21S
Масса не более, кг 39
Габаритные размеры 622х280х480
Стандартная комплектация:сварочный аппаратсварочная горелкасварочный кабель с клеммой заземлениявставка для подключения электрододержателя инструкция по эксплуатации Инструкция по настройке аппарата аргонно-дуговой сварки Mitech AC/DC 315P
Краткое описание переключателей и регуляторов на аппаратах аргонодуговой сварки (TIG/MMA) Mitech AC/DC 315P, Сварочный инвертор
Переключатели режимов сварки:
Включение импульсного режима сварки
Переключатель в нижнем положении – импульсный режим выключен.
Переключатель в верхнем положении – импульсный режим включен.
Рекомендация: импульсный режим может использоваться как при сварке постоянным (DC), так и переменным (AC) током.
Переключатель режима сварки AC/DC
AC – сварка переменным током. Используется для сварки алюминия и его сплавов.
DC – сварка постоянным током. Применяется для сварки нержавеющей стали, цветных металлов, титана, меди и т.д.
Переключатель метода сварки TIG/MMA
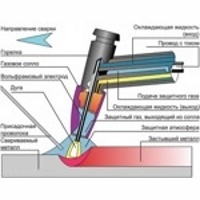
TIG – сварка неплавящемся вольфрамовым электродом в среде защитного газа.
MMA – ручная дуговая сварка штучным электродом с покрытием. Сила сварочного тока настраивается с помощью регулятора Base Current.
Рекомендация: сварку методом MMA производить постоянным током (DC), импульсный режим должен быть выключен.
Регуляторы верхний ряд:
Pre Flow (Предварительная продувка защитным газом)
Используется для настройки длительности подачи защитного газа (аргона) перед зажиганием дуги.
Позволяет вытеснить воздух из горелки и создать защитную среду в месте сварки до зажигания дуги.
Рекомендация: устанавливать на максимальное значение.
Base Current (Основной “базовый” ток)
Если импульсный режим выключен: Используется для настройки высоты сварочного тока.
Если импульсный режим включен: Используется для настройки высоты “базового” тока, охлаждающего сварочную ванну.
Peak Current (Импульсный “пиковый” ток)
Если импульсный режим выключен: Данный регулятор не используется.
Если импульсный режим включен: Используется для настройки высоты импульсного “пикового” тока, разогревающего сварочную ванну.
Down Slope (Спад “угасание” дуги)
Используется для настройки длительности плавного снижения сварочного тока, “угасания дуги”, в конце сварки.
Помогает избежать образования “кратера” и деформаций в конце сварочного шва.
Рекомендация: Функция плавного снижения сварочного тока может так же применяться для более точного управления тепловложением во время сварочного процесса, с использованием так называемого “ручного импульса” (отпустил - нажал - отпустил - нажал) – с помощью увеличения или уменьшения длительности промежутка времени между нажатиями на кнопку горелки во время снижения силы сварочного тока.
Регуляторы нижний ряд:
Pulse Width (Длительность “ширина” импульсного тока)
Если импульсный режим выключен: Данный регулятор не используется.
Если импульсный режим включен: Используется для регулировки пропорции (соотношения) длительности “пикового” и “базового” тока
Pulse Freq (Частота импульса)
Если импульсный режим выключен: Данный регулятор не используется.
Если импульсный режим включен: Используется для настройки частоты импульса.
Низкая частота пульсации облегчает управление сварочной ванной и улучшает контроль за тепловложением – удобна при сварке тонколистового металла или при выполнении вертикальных швов.
Высокая частота пульсации фокусирует и стабилизирует дугу, уменьшает ширину сварочного шва и увеличивает глубину провара.
Post Gas (Продувка защитным газом после сварки)
Используется для настройки длительности подачи защитного газа (аргона) после затухания дуги.
Такая продувка необходима для защиты и охлаждения остывающего сварочного шва и вольфрамового электрода.
Рекомендация: устанавливать на максимальное значение.
Clear Width (Регулировка длительности положительной полуволны переменного тока “баланс полярности”)
Используется только в режиме AC сварки (сварка переменным током).
Управляет очистительным действием дуги за счет регулировки пропорции (соотношения) длительности “положительных” и “отрицательных” полуволн переменного тока.
Настройка баланса полуволн должна выполняться в зависимости от степени окисления и толщины оксидной пленки свариваемого металла.
20-50% – дуга с небольшим очищающим действием, глубокое проплавление, малая тепловая нагрузка на вольфрамовый электрод, более узкий шов.
50-80% – дуга с увеличенным очищающим действием, неглубокое проплавление, большая тепловая нагрузка на вольфрамовый электрод, более широкий шов.
Рекомендация: устанавливать на значение 35-40%.
Производитель
Mitech Industry Zone, Lianrun Road, Dalang Street, Bao'an District, Shenzhen, Guangdong, Китай
Импортер:
ЧТУП "Мир сварки" 220125, г. Минск, просп. Независимости 177, оф.43
Преимущества модели: сварка алюминия и его сплавовимпульсный режим сваркивысокочастотный поджиг дугивысокое качество сборки и надёжность официальная гарантия 12 месяцевТехнические характеристики Mitech AC/DC 315P Сварочный аппарат Сварочный ток (TIG), А 20-350// MMA 40-350
Макс. потребляемый ток из сети (A) при АС 380В. TIG -16 // MMA - 23
Напряжение холостого хода (В) 84
Затухание дуги (с) 0-5
Продолжительность нагрузки на макc. токе (%) 60
Задержка газа (с) 0-2
Коэффициент мощности (cos ?) 0.93
Продувка газа (с) 2-10
Поджег дуги HF
Класс защиты IP21S
Масса не более, кг 39
Габаритные размеры 622х280х480
Стандартная комплектация:сварочный аппаратсварочная горелкасварочный кабель с клеммой заземлениявставка для подключения электрододержателя инструкция по эксплуатации Инструкция по настройке аппарата аргонно-дуговой сварки Mitech AC/DC 315P
Краткое описание переключателей и регуляторов на аппаратах аргонодуговой сварки (TIG/MMA) Mitech AC/DC 315P, Сварочный инвертор
Переключатели режимов сварки:
Включение импульсного режима сварки
Переключатель в нижнем положении – импульсный режим выключен.
Переключатель в верхнем положении – импульсный режим включен.
Рекомендация: импульсный режим может использоваться как при сварке постоянным (DC), так и переменным (AC) током.
Переключатель режима сварки AC/DC
AC – сварка переменным током. Используется для сварки алюминия и его сплавов.
DC – сварка постоянным током. Применяется для сварки нержавеющей стали, цветных металлов, титана, меди и т.д.
Переключатель метода сварки TIG/MMA
TIG – сварка неплавящемся вольфрамовым электродом в среде защитного газа.
MMA – ручная дуговая сварка штучным электродом с покрытием. Сила сварочного тока настраивается с помощью регулятора Base Current.
Рекомендация: сварку методом MMA производить постоянным током (DC), импульсный режим должен быть выключен.
Регуляторы верхний ряд:
Pre Flow (Предварительная продувка защитным газом)
Используется для настройки длительности подачи защитного газа (аргона) перед зажиганием дуги.
Позволяет вытеснить воздух из горелки и создать защитную среду в месте сварки до зажигания дуги.
Рекомендация: устанавливать на максимальное значение.
Base Current (Основной “базовый” ток)
Если импульсный режим выключен: Используется для настройки высоты сварочного тока.
Если импульсный режим включен: Используется для настройки высоты “базового” тока, охлаждающего сварочную ванну.
Peak Current (Импульсный “пиковый” ток)
Если импульсный режим выключен: Данный регулятор не используется.
Если импульсный режим включен: Используется для настройки высоты импульсного “пикового” тока, разогревающего сварочную ванну.
Down Slope (Спад “угасание” дуги)
Используется для настройки длительности плавного снижения сварочного тока, “угасания дуги”, в конце сварки.
Помогает избежать образования “кратера” и деформаций в конце сварочного шва.
Рекомендация: Функция плавного снижения сварочного тока может так же применяться для более точного управления тепловложением во время сварочного процесса, с использованием так называемого “ручного импульса” (отпустил - нажал - отпустил - нажал) – с помощью увеличения или уменьшения длительности промежутка времени между нажатиями на кнопку горелки во время снижения силы сварочного тока.
Регуляторы нижний ряд:
Pulse Width (Длительность “ширина” импульсного тока)
Если импульсный режим выключен: Данный регулятор не используется.
Если импульсный режим включен: Используется для регулировки пропорции (соотношения) длительности “пикового” и “базового” тока
Pulse Freq (Частота импульса)
Если импульсный режим выключен: Данный регулятор не используется.
Если импульсный режим включен: Используется для настройки частоты импульса.
Низкая частота пульсации облегчает управление сварочной ванной и улучшает контроль за тепловложением – удобна при сварке тонколистового металла или при выполнении вертикальных швов.
Высокая частота пульсации фокусирует и стабилизирует дугу, уменьшает ширину сварочного шва и увеличивает глубину провара.
Post Gas (Продувка защитным газом после сварки)
Используется для настройки длительности подачи защитного газа (аргона) после затухания дуги.
Такая продувка необходима для защиты и охлаждения остывающего сварочного шва и вольфрамового электрода.
Рекомендация: устанавливать на максимальное значение.
Clear Width (Регулировка длительности положительной полуволны переменного тока “баланс полярности”)
Используется только в режиме AC сварки (сварка переменным током).
Управляет очистительным действием дуги за счет регулировки пропорции (соотношения) длительности “положительных” и “отрицательных” полуволн переменного тока.
Настройка баланса полуволн должна выполняться в зависимости от степени окисления и толщины оксидной пленки свариваемого металла.
20-50% – дуга с небольшим очищающим действием, глубокое проплавление, малая тепловая нагрузка на вольфрамовый электрод, более узкий шов.
50-80% – дуга с увеличенным очищающим действием, неглубокое проплавление, большая тепловая нагрузка на вольфрамовый электрод, более широкий шов.
Рекомендация: устанавливать на значение 35-40%.
Производитель
Mitech Industry Zone, Lianrun Road, Dalang Street, Bao'an District, Shenzhen, Guangdong, Китай
Импортер:
ЧТУП "Мир сварки" 220125, г. Минск, просп. Независимости 177, оф.43
| Гарантия производителя | true |
| Производитель | MITEC WELDING EQUIPMENT (SHENZHEN) CO., LTD. Mitech Industry Zone, Lianrun Road, Dalang Street, Bao'an District, Shenzhen, Guangdong, China. |
| Импортер | ЧТУП "Мир сварки" 220125, г. Минск, просп. Независимости 177, оф.43 |
| Представитель, ремонтная организация | ЧТУП "Мир сварки" 220125, г. Минск, просп. Независимости 177, оф.43 |
| Гарантийный срок | 24 |
| Срок службы | 72 |
| Страна-производитель | - |

Cварочный ток, 180A
Электрод, мм 0,5-4,0
Электрод, мм 0,5-4,0

MAKEL 10052, Вилка электрическая с заземлением 220В


STARTUL ST7150
Краги спилковые пятипалые усиленные
Тип1, размер №10,5
Для защиты от повышенных температур
Краги спилковые пятипалые усиленные
Тип1, размер №10,5
Для защиты от повышенных температур
Относительное удлинение : 22 %
Ударная вязкость : 8 кгс/см2
Ударная вязкость : 8 кгс/см2

Пропускная способность - 50 м куб./ч
Давление газа на входе - 20 МПа
Рабочее давление газа - 1,25 МПа
Масса - 1,75 кг
Давление газа на входе - 20 МПа
Рабочее давление газа - 1,25 МПа
Масса - 1,75 кг
Вольфрамовый электрод WLa 15 (золотой) (ф2.0)
Вольфрамовый электрод WLa 20 (синий) (ф2,0)
Вольфрамовый электрод WR2
Вольфрамовый электрод WT20


Диаметр электрода: 0.5-3.2 мм
Охлаждение: воздушное
ПН -AC: 200A @ 60%, DC: 240A @ 60%
Длина: 4м
Контактный штырь: 13 мм
Охлаждение: воздушное
ПН -AC: 200A @ 60%, DC: 240A @ 60%
Длина: 4м
Контактный штырь: 13 мм

Диаметр электрода: 0.5-3.2 мм
Охлаждение: воздушное
ПН -AC: 200A @ 60%, DC: 240A @ 60%
Длина: 8 м
Контактный штырь: 13 мм
Охлаждение: воздушное
ПН -AC: 200A @ 60%, DC: 240A @ 60%
Длина: 8 м
Контактный штырь: 13 мм

В ассортименте:
р-р 48-50 рост 170-176
р-р 48-50 рост 182-188
р-р 52-54 рост 170-176
р-р 52-54 рост 182-188
р-р 56-58 рост 170-176
р-р 56-58 рост 182-188
р-р 60-62 рост 170-176
р-р 60-62 рост 182-188
р-р 48-50 рост 170-176
р-р 48-50 рост 182-188
р-р 52-54 рост 170-176
р-р 52-54 рост 182-188
р-р 56-58 рост 170-176
р-р 56-58 рост 182-188
р-р 60-62 рост 170-176
р-р 60-62 рост 182-188
Коэффициент наплавки : 8,5 г/А-ч
Расход электродов на 1 кг : 1,7 кг
Ударная вязкость : 80 Дж/см2
Относительное удлинение : 20 %
Расход электродов на 1 кг : 1,7 кг
Ударная вязкость : 80 Дж/см2
Относительное удлинение : 20 %

У этого товара нет ни одного отзыва. Вы можете стать первым.